



Process flow of flow production line
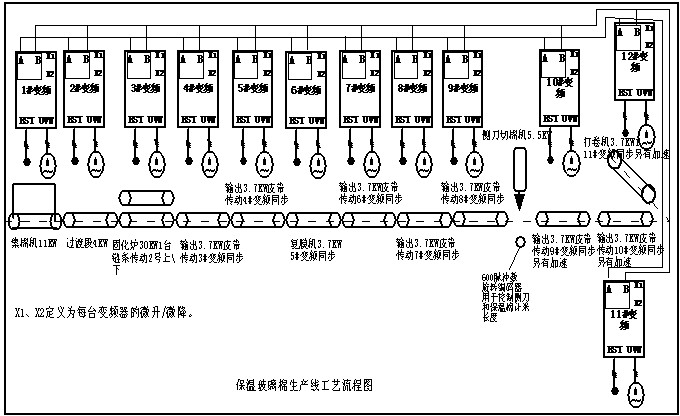
Description of electrical system configuration
According to the production process and customer requirements configuration. The control system maintains friendly man-machine dialogue function. It is composed of man-machine interface, PLC, Tianlang Weichuang frequency converter and orron rotary encoder. PLC and Tianlang Weichuang frequency converters (12 sets) communicate with master-slave Modbus protocol. PLC is the main machine, and all frequency converters are slave machines with an address. (the stack number of frequency converter is set as 1-12) the main frequency of operation is set by man-machine (set the operation frequency of cotton collector as the main frequency), and broadcast command is sent to 1-12 frequency converter. 2 ා - 12 ා frequency converter adopts the control mode of main channel (485 communication setting) + auxiliary channel setting (ascending and descending control). The encoder controls the action of the side cutter and the calculation of the total length of the insulation cotton.
The encoder inputs the number of collected pulses to the high-speed counter X1 terminal of FX2N. PLC calculates the actual meter number according to the number of pulses and mechanical deceleration ratio, (n = 60 (D0) / NT * 1000) d0 is the pulse density. To control the action of side knife and display linear speed and total meter on the human-computer interface. Moreover, the length of sliver can be set according to the production requirements on the man-machine interface. In order to ensure that the sliver is cut by the side knife, the finished cotton is quickly transported back and rolled. Therefore, 5 Hz frequency should be added to the existing operating frequency at the moment of side knife action. In other words, there must be an additional speed function. The acceleration time lasts about 2S. The system has total start / stop function, and each transformer has individual micro rise / drop, separate start / stop, manual / automatic switching functions. The realization of the above functions depends on the powerful communication function of Tianlang Weichuang inverter and the unique frequency setting mode of main / auxiliary channels. Need to purchase Tianlang Weichuang frequency converter 485 module.



